

电 话:0515-82343999
传 真:0515-82323335
邮 箱:zntsj@126.com
网 址:www.jscftsj.com
地 址:射阳县创业园区大兴路20号

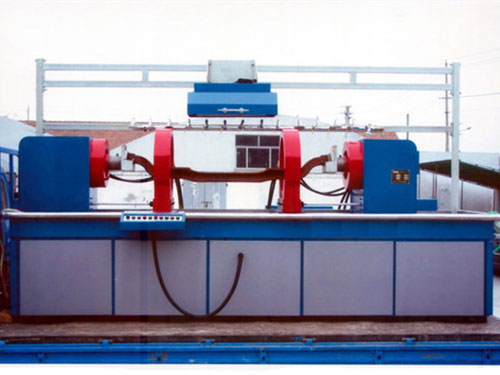
周向磁化电流AC:0—3000A连续可调,带断电相位控制(无漏检)。纵向磁化磁势AC:0—16000AT连续可调,带断电相控制(无漏检)。电源:三相四线,380V±10%,50HZ,约100A。探伤节拍:一次一只日产8小时不少于3500件。电极距离:0—200mm。磁化原理:通电、磁轭法。 磁化办法:周向磁化通电、纵向磁化、复合磁化三种可活络选用。紫外线强度:距工件380mm处紫外线强度不少于800μW/cm2。活络度检验:按中华人民共和国机械行业标准JB/T6065—92《磁粉探伤用标准试片》规矩,以标准2号A型试片检验,闪现清楚。退磁:退磁机远离式退磁。剩磁:Br≤0.2mT。
为了让磁粉粘黏在伤痕处的磁极间出现检出影像,所用的磁粉要可以被伤痕部的细小的磁场磁化,粘黏在磁极上,也是标识需要有完善的吸附功能。另外,要求生成的磁粉影像需要有较高的辨别性。所用的磁粉在光照下使用的白、黑、红等不一样颜色的磁粉,和利用荧光光亮的荧光磁粉。从磁粉的不同使用范围上看,有粉末干性磁粉和在水里或油里分开应用的湿性磁粉。磁粉运用时间分成边磁化电流边运用磁粉的持续法,和在断开磁化电流的情况就是运用探测物的剩余磁力的残留法两类。为了方便检测贴在伤痕处的磁粉图像,需要营造出极易查看的环境。一般的磁粉需要在尽量有亮光条件下观察,荧光磁粉就要用紫外线照射灯把空间尽可能的处在黑暗中才能观察。

连续法磁粉探伤是磁粉探伤机的一种磁粉探伤方法,它是在磁化的同时,施加磁粉或磁悬液,同时观察。连续法磁粉探伤适用于形状复杂的工件;剩磁Br或矫顽力较低的工件;检测灵敏度要求较高的工件;表面覆盖层无法除掉的工件。在进行磁粉探伤机连续法磁粉探伤操作时要注意以下操作要点:先用磁悬液润湿工件表面;磁化过程中要施加磁悬液,磁化时间1S-3S;磁化停止前完成施加操作并形成磁痕,时间至少1S;要至少反复磁化两次才能达到预期效果。

磁粉探伤机可以直观的显示出缺陷的位置、大小、形状和严重度,而且检测灵敏度比较高,甚至可以检测出微米级宽度的缺陷;在检测时磁粉探伤机几乎不受工件大小和几何形状的影响;半自动荧光磁粉探伤机哪家好要是用于检测单个工件,其检测速度快,工艺简单,成本低,污染轻。下面呢,磁粉探伤机厂家来给大家简单介绍一下关于磁粉探伤机的使用注意事项分析:在探伤状态下,探伤仪每次通电时间不得超过0.5h,以免探头过热,湖州半自动荧光磁粉探伤机如继续探伤,必需间隔0.5h后再通电使用,金属带锯床;磁粉探伤机温度不得高于40℃,空气相对湿润程度不得大于85%;探头通电后应立即探伤.其空载运行时间不得超过3min;每次探伤机探伤完毕,应将被检验测定零件与探头远离1m以上,然后再及时关闭电源,以得到最佳自己主动退磁效果。

层间探伤,某些焊接功用差的钢种恳求每焊一层查验一次,发现裂纹及时处理,供认无缺陷后再继续施焊。另一种情况是特厚板焊接,在查验内部缺陷有困难时,可以每焊一层磁粉探伤机一次。探伤规划是焊缝金属及挨近坡口。电弧气刨面的探伤 目的是查验电弧气刨构成的表面增碳致使发生的裂纹。探伤规划应包括电弧气刨面和挨近的坡口。在拼装过程中,通常需求在焊接部件的某些方位焊上临时性的吊耳和夹具,施焊结束后要割掉,在这些部位有或许发生裂纹,需求探伤。坡口或许呈现的缺陷有分层和裂纹,前者是轧制缺陷,它平行于钢板表面,通常分布在板厚基地附近。裂纹有两种,一种是沿分层端部开裂的裂纹,方向大多平行于板面;另一种是火焰切开裂纹。

磁粉探伤机控制电路选用集成电路输出移相脉冲,然后经移相脉冲经功率放大送至主电路中,用改动可控硅导通角的相位来调度磁化、退磁电流的大小。当探伤机选择“磁化”时,按下支杆探头手把按钮或脚踏开关,比及磁化指示灯亮,电流输出。当需要退磁时,等候退磁指示灯亮,按下支杆探头手把按钮或脚踏开关,设备输出自动衰减沟通电流,工件退磁。当运用沟通磁化电流时,可将输出电缆别离接至公共端和沟通端,进行磁化和退磁操作。当运用直流磁化电流时,直流不能够进行退磁操作。

0515-82343999
 | 地址 :射阳县创业园区大兴路20号 |
 | 服务热线:0515-82343999 |
 | 电话:0515-82323335 |
 | 邮箱:zntsj@126.com |

 苏公网安备32092402000342号
苏公网安备32092402000342号

