

电 话:0515-82343999
传 真:0515-82323335
邮 箱:zntsj@126.com
网 址:www.jscftsj.com
地 址:射阳县创业园区大兴路20号

磁粉探伤机可以直观的显示出缺陷的位置、大小、形状和严重度,而且检测灵敏度比较高,甚至可以检测出微米级宽度的缺陷;在检测时磁粉探伤机几乎不受工件大小和几何形状的影响;磁粉探伤机设备厂家要是用于检测单个工件,其检测速度快,工艺简单,成本低,污染轻。下面呢,磁粉探伤机厂家来给大家简单介绍一下关于磁粉探伤机的使用注意事项分析:在探伤状态下,探伤仪每次通电时间不得超过0.5h,以免探头过热,无锡磁粉探伤机设备如继续探伤,必需间隔0.5h后再通电使用,金属带锯床;磁粉探伤机温度不得高于40℃,空气相对湿润程度不得大于85%;探头通电后应立即探伤.其空载运行时间不得超过3min;每次探伤机探伤完毕,应将被检验测定零件与探头远离1m以上,然后再及时关闭电源,以得到最佳自己主动退磁效果。
在磁粉探伤机中,纵向磁化通常将锻件放入螺线管线圈中就能够完成了,常常由环绕工件缠绕的电缆来形成。假如遇到特别用处的话,在满足一定请求的时分能够用磁轭。第一点:荧光磁粉探伤机周向磁化--周向磁化时电缆直接流过工件得到的,或许是经过导线感应得到,又或许是穿过工件上开孔的几根导线感应而得到。关于磁粉探伤机的部分周向磁化是能够经过触头型接触器使得电流流过部分区域得到的。第二点:纵向磁化--钢锻件在磁粉探伤机中射阳伟力作纵向磁化时,磁力线通常平行于工件的轴线。纵向磁化工件常常有固定的极,用指南针或许磁力计能很简单就能够测定出来。

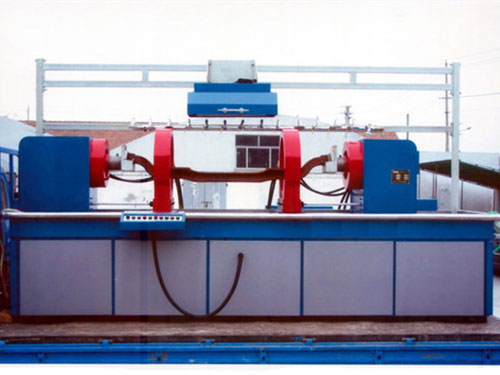
磁粉探伤机的特征:探伤机整体外观漂亮,清洁卫生。磁悬液不会溅到操作探伤人员身上。运用寿命长。拆开维护比照便当。磁粉探伤机的长处是:电器部件结构合理、主变压与电路独立摆放在控制箱中,控制箱在设备后边与床身连体。移动线圈导轨在集液槽上方、滑动自若。气动部件在设备的两头下方。半封闭外观整体漂亮、防尘防水、设备修补便当,操作简捷。磁粉探伤机实用于600mm以内的小型零部件探伤主电路选用可控硅无节调压电路,具有噪音低、功用可靠、寿命长等特征。彻底具有对铁磁性零件进行磁粉探伤机所需要的功用,能发现被查看零件表面及近表面因锻造、锻压、淬火、研磨、疲惫等致使的各种裂纹、夹渣等极纤细的缺陷。

连续法磁粉探伤是磁粉探伤机的一种磁粉探伤方法,它是在磁化的同时,施加磁粉或磁悬液,同时观察。连续法磁粉探伤适用于形状复杂的工件;剩磁Br或矫顽力较低的工件;检测灵敏度要求较高的工件;表面覆盖层无法除掉的工件。在进行磁粉探伤机连续法磁粉探伤操作时要注意以下操作要点:先用磁悬液润湿工件表面;磁化过程中要施加磁悬液,磁化时间1S-3S;磁化停止前完成施加操作并形成磁痕,时间至少1S;要至少反复磁化两次才能达到预期效果。

层间探伤,某些焊接功用差的钢种恳求每焊一层查验一次,发现裂纹及时处理,供认无缺陷后再继续施焊。另一种情况是特厚板焊接,在查验内部缺陷有困难时,可以每焊一层磁粉探伤机一次。探伤规划是焊缝金属及挨近坡口。电弧气刨面的探伤 目的是查验电弧气刨构成的表面增碳致使发生的裂纹。探伤规划应包括电弧气刨面和挨近的坡口。在拼装过程中,通常需求在焊接部件的某些方位焊上临时性的吊耳和夹具,施焊结束后要割掉,在这些部位有或许发生裂纹,需求探伤。坡口或许呈现的缺陷有分层和裂纹,前者是轧制缺陷,它平行于钢板表面,通常分布在板厚基地附近。裂纹有两种,一种是沿分层端部开裂的裂纹,方向大多平行于板面;另一种是火焰切开裂纹。

0515-82343999
 | 地址 :射阳县创业园区大兴路20号 |
 | 服务热线:0515-82343999 |
 | 电话:0515-82323335 |
 | 邮箱:zntsj@126.com |

 苏公网安备32092402000342号
苏公网安备32092402000342号

