

电 话:0515-82343999
传 真:0515-82323335
邮 箱:zntsj@126.com
网 址:www.jscftsj.com
地 址:射阳县创业园区大兴路20号

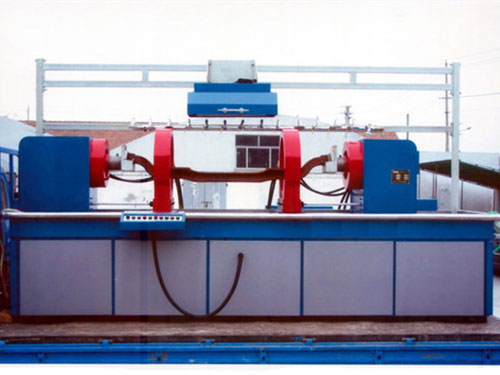
磁粉探伤机检查适用于检查铁磁性资料工件外表和近外表尺度很小,空隙狭隘(如可检查出长0.1mm、宽为微米级)的裂纹和目视难以看出的缺点。适用于检查马氏体不锈钢和沉积硬化不锈钢资料,但不适用于检查奥氏体不锈钢资料(如1Cr18Ni9)和用奥氏体不锈钢焊条焊接的焊缝,也不适用于检查铜、铝、镁、钛合金等非磁性资料。适用于检查钢管、棒材、板材、型材和锻钢件、铸钢件及焊接件。适用于检查为加工的原资料(如钢坯)和加工的半制品、制品件及在役与使用过的工件。适用于检查工件外表和近外表的裂纹、白点、发纹、折叠、疏松、冷隔、气孔和搀杂等缺点,但不适用于检查工件外表浅而宽的划伤、针孔状缺点、埋藏较深的内部缺点和延伸方向与磁力线方向夹角小鱼20°的缺点。

在磁粉探伤机中,纵向磁化通常将锻件放入螺线管线圈中就能够完成了,常常由环绕工件缠绕的电缆来形成。假如遇到特别用处的话,在满足一定请求的时分能够用磁轭。第一点:荧光磁粉探伤机周向磁化--周向磁化时电缆直接流过工件得到的,或许是经过导线感应得到,又或许是穿过工件上开孔的几根导线感应而得到。关于磁粉探伤机的部分周向磁化是能够经过触头型接触器使得电流流过部分区域得到的。第二点:纵向磁化--钢锻件在磁粉探伤机中射阳伟力作纵向磁化时,磁力线通常平行于工件的轴线。纵向磁化工件常常有固定的极,用指南针或许磁力计能很简单就能够测定出来。
磁粉探伤机作业前,一定要查看电源,当电源符合要求时,才干接通,防止烧坏线圈。对磁化强度要进行查看,行走式旋转磁粉探伤机其通电后,提高力不得小于10N,U型磁钳提高不得小于5N。磁粉磁力探头有必要在通电3秒钟后,方可喷洒磁粉或悬液。喷洒磁粉或磁悬液有必要3秒钟后才准移动磁探头,以确保磁粉在缺陷有用集聚。磁探头行走速度不得大于0.5M/分,且通磁后2-3秒方可移动探头。

耐用荧光探伤设备层间探伤,某些焊接功用差的钢种恳求每焊一层查验一次,发现裂纹及时处理,供认无缺陷后再继续施焊。另一种情况是特厚板焊接,荧光探伤设备价格在查验内部缺陷有困难时,可以每焊一层磁粉探伤机一次。探伤规划是焊缝金属及挨近坡口。电弧气刨面的探伤 目的是查验电弧气刨构成的表面增碳致使发生的裂纹。探伤规划应包括电弧气刨面和挨近的坡口。在拼装过程中,通常需求在焊接部件的某些方位焊上临时性的吊耳和夹具,施焊结束后要割掉,在这些部位有或许发生裂纹,需求探伤。坡口或许呈现的缺陷有分层和裂纹,前者是轧制缺陷,它平行于钢板表面,通常分布在板厚基地附近。裂纹有两种,一种是沿分层端部开裂的裂纹,方向大多平行于板面;另一种是火焰切开裂纹。







