

电 话:0515-82343999
传 真:0515-82323335
邮 箱:zntsj@126.com
网 址:www.jscftsj.com
地 址:射阳县创业园区大兴路20号
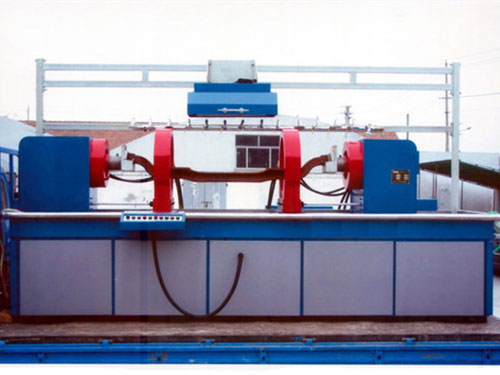
磁粉探伤机检查适用于检查铁磁性资料工件外表和近外表尺度很小,空隙狭隘(如可检查出长0.1mm、宽为微米级)的裂纹和目视难以看出的缺点。适用于检查马氏体不锈钢和沉积硬化不锈钢资料,但不适用于检查奥氏体不锈钢资料(如1Cr18Ni9)和用奥氏体不锈钢焊条焊接的焊缝,也不适用于检查铜、铝、镁、钛合金等非磁性资料。适用于检查钢管、棒材、板材、型材和锻钢件、铸钢件及焊接件。适用于检查为加工的原资料(如钢坯)和加工的半制品、制品件及在役与使用过的工件。适用于检查工件外表和近外表的裂纹、白点、发纹、折叠、疏松、冷隔、气孔和搀杂等缺点,但不适用于检查工件外表浅而宽的划伤、针孔状缺点、埋藏较深的内部缺点和延伸方向与磁力线方向夹角小鱼20°的缺点。

对铁磁材料磁化时所施加的外加磁场强度高时,在材料中所产生在磁感应强度也高,这样,无损检测资源网表面缺陷阻挡的磁力线也较多,形成的漏磁场强度也随之增加。材料磁导率高的工件易被磁化,在一定的外加磁场强度下,在材料中产生的磁感应强度正比于材料的磁导率。在缺陷处形成的漏磁场强度随着磁导率的增加而增加。当材料中的缺陷越接近表面,被弯曲逸出材料表面的磁力线越多。随着缺陷埋藏深度的增加,被逸出表面的磁力线减少,到一定深度,在材料表面没有磁力线逸出而仅仅改变了磁力线方向,所以缺陷的埋藏深度愈小,漏磁场强度也愈大。如材料中的缺陷内部含有铁磁性材料(如Ni、Fe)的成分,即使缺陷在理想的方向和位置上时,也会在磁场的作用下被磁化。那么缺陷形不成漏磁场。缺陷的磁导率与材料的磁导率对漏磁场的影响正好相反,即缺陷的磁导率愈高,产生的漏磁场强度愈低。

磁化电流标准的选择。磁化电流的强弱直接影响磁感应强度的强弱,磁感应强度强则查验灵敏度跋涉;磁粉的功用。磁粉的磁性、颗粒度、分散性、悬浮性、颜色都影响灵敏度,对荧光磁粉还央求有满意的荧光亮度;磁悬液的功用与浓度。磁悬液的浓度、粘度以及表面张力都与探伤灵敏度有关;磁化时间与操作方法.磁化方法的选择;磁化磁场的大小和方向;磁粉的磁性、粒度、颜色;磁悬液的浓度;试件的大小、形状和表面状况;缺点的性质和位形;探伤操作方法与过程是不是准确等。

作业情况。首要是看被检测工件可移动性和杂乱情况,以及需求查看的数量,若被检件体积和分量不大,易于搬动,或形状杂乱且查看数量多,则应挑选具有适宜磁化电流而且功用较全的固定式磁粉探伤机;若被检工件的外形尺度较大,分量也较重而又不能搬动,应挑选移动式或便携式探伤机进行分段部分磁化;若被检外表漆黑或需求高,最佳选用荧光磁粉探伤机或选用与工件色彩反差较大的其他磁粉。作业环境。若探伤作业是在固定场所进行,挑选固定磁粉机为主;若在出产现场,且工件种类单一,查看数量较大,应选用专用检测设备,或将磁化与退磁等功用别离设置以进步查看速度;若在试验室,以探伤试验为主,则应思考功用较为完全的固定式磁粉探伤机,若作业环境在野外,应挑选移动式或便携式探伤机进行作业。

退磁处理最重要的两个条件:专用荧光渗透探伤设备磁极交迭;磁感应强度递减。磁极交迭的方法:磁化电流采用交流电;交替改变直流电方向;转变磁场中试件的方向;磁场强度递减的方式:试件渐离磁场或磁场渐离试件;惠州荧光渗透探伤设备由电源控制电流衰减或分段步降;市面上的退磁机、消磁器,型号、规格多种多样,退磁的对象,效果有所不同。退磁机一般用于永磁材料,退磁是将工件置于交变的幅值逐渐递减时,磁滞回线的轨迹也越来越小,当磁场强度降为零时,使工件中残留的剩磁Br 接近于零。退磁时电流与磁场的方向和大小的变化必须“换向衰减同时进行”







