

电 话:0515-82343999
传 真:0515-82323335
邮 箱:zntsj@126.com
网 址:www.jscftsj.com
地 址:射阳县创业园区大兴路20号

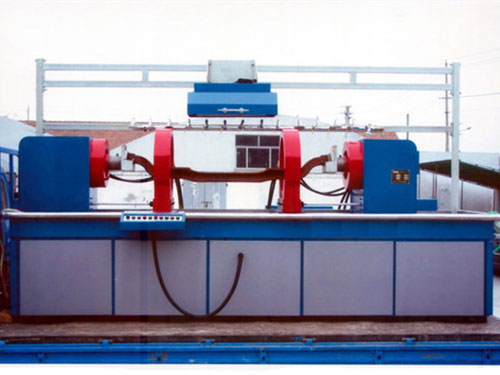
很多厂家在选择磁粉探伤机时都会犹豫买移动式的还是便携式样的机型,下面就说说他们之间的区别之分:移动式的磁粉探伤仪能对被探伤工件进行交流磁化和自动退磁;能固定在车间或实验室使用,也能携带到探伤现场使用;能对大型工件进行分段局部磁化。铁磁性材料制件磁化后,由于因缺陷导致磁力线的连续致磁力线的局部畸变,当不连续性位于工件的表面或近表面时,其磁力线局部畸变会造成部分磁力线泄露出工件表面而形成漏磁场。漏磁场吸附施加在工件表面的磁粉,形成在合适光照下目视可见的磁痕,显示不连续性的位置 、形状和大小。便携式的机型磁粉探伤仪是具有多种磁化方式的磁粉探伤设备。仪器采用可控硅作无触点开关,噪音小、寿命长、操作简单、方便、适应性强,工作稳定。是最近推出新产品,它除具有便携式机种的一切优点,还具有移动机种的某些长处,扩展了用途,简化了操作。这时候您可以选择便携式的磁粉探伤仪,便携式的可以分段检测,而且方便携带。

提醒你当钢锭在凝结收缩时构成的不致密和孔穴没有被溶合时就会发作疏松,多存在于钢锭基地及头部。在工件铸锭中缩孔在铸造时切头量缺乏就会有缩孔缺陷,多见于锻件端部。搀杂有内涵搀杂、外来非金属搀杂和金属搀杂,多发作与钢锭基地及头部。裂纹有铸造裂纹、铸造裂纹和热处理裂纹等,是因为铸造和热处理不当形成的,多发作于锻件外表或心部。白点是因为锻件含氢量较高,锻后冷却过快氢却来不及逸出形成的,首要集中于锻件大截面基地。
观察机台是否清洁,电极板上(铜板上)是否存在氧化物。按工件大小,将尾电极移动到适合的位置(在正常自动程度时,尾电极不准移动)。磁悬液浓度是否达标(试片显示是否正常,按正常操作过程进行检测)。每三天对磁悬液储液箱中的滤网进行清洗。每星期检查气动三联件,排放空气过滤器内的积水,加润滑油液,无损检测资源网 保持良好的润滑。检查滋悬液喷嘴并清除杂质,检查喷液阀门并清除体内杂质。检查磁悬液是否需要进行更换(喷出的磁悬液在荧光下工件是呈黄绿色)。更换时可先用喷枪将磁悬液喷出后,再将油箱拉出清洗。

银川荧光磁粉探伤设备智能识别的数字化系统——它可以清晰检测到磁粉探伤磁痕生成同等或更清晰的裂纹图像。尤其是用于成像灰度不均问题,可增强原图像,以保存一些有用信息。使检测结果的精确度和准确度可以令人满意。优质荧光磁粉探伤设备多级拟合的裂纹检测——它是根据一列裂纹的性质假设存在一条裂纹,然后在灰度图像上提取出可能的裂纹像素点,再拟合出裂纹并进行鉴别,得到正真的裂纹。检测结果表明探伤机使用多级拟合的方法检测,可提高检测可靠性、稳定性及通用性。PLC触发技术——由PLC及相关器件,实现可控硅触发技术的闭环控制,使电流在磁粉探伤工艺的允许的范围内可靠工作,确保磁化电流输出稳定,以便于提高检测结果的稳定性。环境采集监测系统——由模拟的环境变量与相应的检测传感器配合,将环境变量转换成计算性能识别显示的数字信号,并根据需要调节探伤时光照度,实现探伤磁悬液液位的自动控制,提高探伤的可靠性。图像监控管理——磁粉探伤机采用成熟的数码摄像技术对荧光磁痕图像进行采集,并实时传输,由计算机软件进行处理,对图像进行显示、预处理、缺陷提示以及局部放大等等,使得整个检测过程实现了自动化。







