

电 话:0515-82343999
传 真:0515-82323335
邮 箱:zntsj@126.com
网 址:www.jscftsj.com
地 址:射阳县创业园区大兴路20号
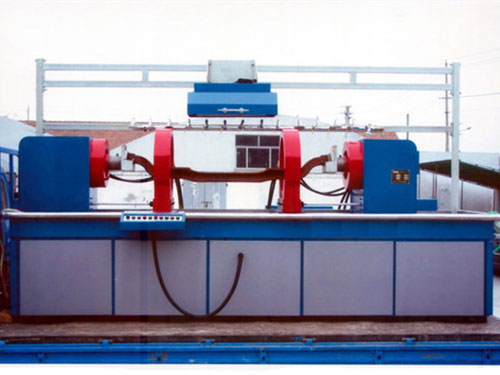
磁粉探伤机控制电路选用集成电路输出移相脉冲,然后经移相脉冲经功率放大送至主电路中,用改动可控硅导通角的相位来调度磁化、退磁电流的大小。当探伤机选择“磁化”时,按下支杆探头手把按钮或脚踏开关,比及磁化指示灯亮,电流输出。固定式磁粉探伤机厂家当需要退磁时,等候退磁指示灯亮,按下支杆探头手把按钮或脚踏开关,设备输出自动衰减沟通电流,工件退磁。当运用沟通磁化电流时,可将输出电缆别离接至公共端和沟通端,进行磁化和退磁操作。专用固定式磁粉探伤机当运用直流磁化电流时,直流不能够进行退磁操作。

勘探面的修整:应肃清焊接作业外表飞溅物、氧化皮、凹坑及锈蚀等,光亮度通常低于▽4。焊缝两头探伤面的修整宽度通常为大于等于2KT+50mm,(K:探头K值,T:工件厚度)。通常的根据焊件母材选择K值为2.5探头。例如:待测工件母材厚度为10mm,那么就应在焊缝两头各修磨100mm。耦合剂的选择应思索到粘度、活动性、附着力、对工件外表无腐蚀、易清洗,并且经济,概括以上要素选择浆糊作为耦合剂。因为母材厚度较薄因此勘探方向选用单面双侧间断。因为板厚小于20mm所以选用程度定位法来调度仪器的扫描速度。在探伤操作过程中选用粗探伤和精探伤。为了大约了解缺陷的有无和分布状况、定量、定位便是精探伤。运用锯齿形扫查、支配扫查、前后扫查、转角扫查、盘绕扫查等几种扫查办法以便于发现各种不一样的缺陷并且区别缺陷性质。

磁化电流标准的选择。磁化电流的强弱直接影响磁感应强度的强弱,磁感应强度强则查验灵敏度跋涉;磁粉的功用。磁粉的磁性、颗粒度、分散性、悬浮性、颜色都影响灵敏度,对荧光磁粉还央求有满意的荧光亮度;磁悬液的功用与浓度。磁悬液的浓度、粘度以及表面张力都与探伤灵敏度有关;磁化时间与操作方法.磁化方法的选择;磁化磁场的大小和方向;磁粉的磁性、粒度、颜色;磁悬液的浓度;试件的大小、形状和表面状况;缺点的性质和位形;探伤操作方法与过程是不是准确等。

磁粉探伤机检查适用于检查铁磁性资料工件外表和近外表尺度很小,空隙狭隘(如可检查出长0.1mm、宽为微米级)的裂纹和目视难以看出的缺点。适用于检查马氏体不锈钢和沉积硬化不锈钢资料,但不适用于检查奥氏体不锈钢资料(如1Cr18Ni9)和用奥氏体不锈钢焊条焊接的焊缝,也不适用于检查铜、铝、镁、钛合金等非磁性资料。适用于检查钢管、棒材、板材、型材和锻钢件、铸钢件及焊接件。适用于检查为加工的原资料(如钢坯)和加工的半制品、制品件及在役与使用过的工件。适用于检查工件外表和近外表的裂纹、白点、发纹、折叠、疏松、冷隔、气孔和搀杂等缺点,但不适用于检查工件外表浅而宽的划伤、针孔状缺点、埋藏较深的内部缺点和延伸方向与磁力线方向夹角小鱼20°的缺点。

连续法磁粉探伤是磁粉探伤机的一种磁粉探伤方法,它是在磁化的同时,施加磁粉或磁悬液,同时观察。连续法磁粉探伤适用于形状复杂的工件;剩磁Br或矫顽力较低的工件;检测灵敏度要求较高的工件;表面覆盖层无法除掉的工件。在进行磁粉探伤机连续法磁粉探伤操作时要注意以下操作要点:先用磁悬液润湿工件表面;磁化过程中要施加磁悬液,磁化时间1S-3S;磁化停止前完成施加操作并形成磁痕,时间至少1S;要至少反复磁化两次才能达到预期效果。







